- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

लॅब मूल्ये समजून घेणे: रंग वाचण्याचा खरा मार्ग - अभियांत्रिकी प्लास्टिकमधील रंग फरक नियंत्रणासाठी तीन मुख्य पॅरामीटर्स
"कलरमीटर रिपोर्टवर 2.1 चा ΔE स्वीकार्य आहे की नाही?"
"ग्राहक म्हणतो की लॅब मूल्ये बंद आहेत, परंतु रंग मला जवळजवळ सारखेच दिसतात."
हे प्रश्न आमचे तांत्रिक कार्यसंघ दररोज ऐकतात. अभियांत्रिकी प्लास्टिक उद्योगात, रंगातील फरक यापुढे फक्त उघड्या डोळ्यांनी ठरवला जात नाही. ऑटोमोटिव्ह इंटीरियर पार्ट्स, 3C इलेक्ट्रॉनिक हाऊसिंग किंवा औद्योगिक संरचनात्मक घटक असोत, ग्राहक जवळजवळ नेहमीच स्पष्टपणे सांगणारे रंग फरक स्वीकृती मानक समाविष्ट करतात: ΔE ≤ 0.5, निर्दिष्ट सहिष्णुतेमध्ये L, a, b मूल्यांसह.
तर L, a, आणि b म्हणजे नक्की काय? आणि ते व्हिज्युअल तपासणीपेक्षा अधिक विश्वासार्ह का आहेत? आज, आम्ही हे तीन पॅरामीटर्स अभियांत्रिकी प्लास्टिक उत्पादनाच्या भाषेत स्पष्ट करू.

I. रंगाची "समन्वय प्रणाली": लॅब कलर स्पेस
कल्पना करा की नकाशावर एखादे स्थान निश्चित करण्यासाठी, तुम्हाला रेखांश, अक्षांश आणि उंचीची आवश्यकता आहे. लॅब कलर स्पेस ही रंगासाठी "त्रि-आयामी समन्वय प्रणाली" आहे.
1976 मध्ये इंटरनॅशनल कमिशन ऑन इल्युमिनेशन (CIE) द्वारे स्थापित, हे रंग मापनासाठी जागतिक सुवर्ण मानक आहे. कोणताही रंग या त्रिमितीय जागेत समन्वयांच्या संचाद्वारे (L, a, b) अद्वितीयपणे स्थित असू शकतो.
• L मूल्य (हलकीपणा): 0 ते 100 पर्यंत श्रेणी. L=100 शुद्ध पांढरा आहे, L=0 शुद्ध काळा आहे. अभियांत्रिकी प्लॅस्टिकमध्ये, काळा भाग राखाडी दिसणे किंवा पांढरा भाग पिवळसर होणे हे मूलत: एल मूल्यातील बदल आहे.
• एक मूल्य (लाल-हिरवा रंग): सकारात्मक मूल्ये लाल दर्शवतात, नकारात्मक मूल्ये हिरवी दर्शवतात. जेव्हा ज्वाला-प्रतिरोधक ABS जे चमकदार लाल असले पाहिजे ते "निस्तेज विट लाल" मध्ये बदलते, तेव्हा मूल्य ही समस्या असते.
• b मूल्य (पिवळा-निळा रंग): सकारात्मक मूल्ये पिवळे दर्शवतात, नकारात्मक मूल्ये निळे दर्शवतात. b मूल्य हे सर्वात "संवेदनशील" पॅरामीटर आहे - उच्च-तापमान प्रक्रियेदरम्यान PBT, PC आणि नायलॉन सारखी सामग्री पिवळी पडण्याची शक्यता असते. जेव्हा b मूल्य सकारात्मकरित्या बदलते, तेव्हा भाग दृश्यमानपणे "पिवळा होतो."
II. तीन संख्या, तीन सामान्य "रंग फरक लक्षणे"
प्रॉडक्शन फ्लोअरवर, आम्ही लॅब मूल्यांमधील बदलांद्वारे मूळ कारणांचे त्वरीत निदान करतो:
1. एल मूल्यामध्ये मोठे विचलन – सामग्रीची स्थिती आणि मोल्डिंग प्रक्रिया तपासण्याला प्राधान्य द्या.
• उच्च एल मूल्य (खूप पांढरा/फिकट): शक्यतो कमी मूस तापमान किंवा रंगाच्या मास्टरबॅचमध्ये अपुरा टायटॅनियम डायऑक्साइड.
• कमी एल मूल्य (खूप गडद): संभाव्यत: सामग्रीचा ऱ्हास (अत्यधिक उच्च-तापमान एक्सपोजर) किंवा खराब मोल्ड व्हेंटिंग.
2. मूल्यामध्ये मोठे विचलन – सामग्रीचे सूत्रीकरण तपासण्यास प्राधान्य द्या.
• मूल्यामध्ये सकारात्मक बदल (लालसर): ज्वाला-प्रतिरोधक पदार्थांमध्ये सामान्य, जेथे ज्वालारोधक उच्च तापमानात विघटित होते, ज्यामुळे रंगरंगोटी विकृत होते.
3. बी मूल्यामध्ये मोठे विचलन – कोरडे होण्याची स्थिती आणि इंजेक्शनचे तापमान तपासण्यास प्राधान्य द्या.
• बी मूल्यामध्ये सकारात्मक बदल (पिवळा): सर्वात सामान्य कारण म्हणजे जास्त कोरडे होणे किंवा जास्त वितळणे. नायलॉन मटेरिअल विशेषत: संवेदनशील असतात – ०.५ चे बी-व्हॅल्यू ड्रिफ्ट उघड्या डोळ्यांना स्पष्टपणे "पिवळे" असते.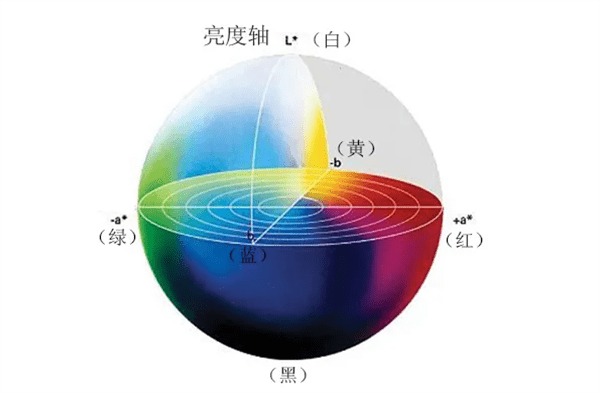
III. ΔE म्हणजे काय? आम्ही एकट्या ΔE वर का अवलंबून राहू शकत नाही?
ΔE हे L, a, आणि b परिमाणांमधील एकत्रित विचलन आहे, ज्याची गणना खालीलप्रमाणे केली जाते:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
हे "एकूण रंग फरक" सारांशित करण्यासाठी एकच संख्या वापरते, ज्यामुळे त्वरित निर्णय घेणे सोपे होते. तथापि, समस्या अशी आहे: समान ΔE खूप भिन्न रंग विचलन दर्शवू शकतो.
उदाहरणार्थ:
• केस A: ΔL=1.0, Δa=0, Δb=0 → ΔE=1.0 (थोडेसे पांढरे)
• केस B: ΔL=0.6, Δa=0.6, Δb=0.6 → ΔE≈1.04 (तीन्ही दिशांमधील विचलन)
दोघांचाही जवळजवळ समान ΔE आहे, परंतु केस B अधिक "जटिल" आहे आणि उघड्या डोळ्यांना "चिखल" दिसू शकतो. म्हणून, व्यावसायिक रंग फरक नियंत्रणाने ΔE आणि वैयक्तिक सहिष्णुता दोन्ही विचारात घेणे आवश्यक आहे. ऑटोमोटिव्ह इंटीरियर भागांसाठी एक सामान्य मानक आहे: ΔE < 1.0, |ΔL| सह < ०.५, |Δa| < ०.५, |Δb| < ०.५.
IV. रंगाचा फरक कुठून येतो? चार सामान्य स्रोत
ग्राहकांना सेवा देण्याच्या अनेक वर्षांच्या अनुभवावर आधारित, रंग फरकाचे मुख्य स्त्रोत चार श्रेणींमध्ये येतात:
1. मटेरियल बॅच भिन्नता - अभियांत्रिकी प्लास्टिकच्या वेगवेगळ्या बॅचमध्ये मूळ रंगात थोडा फरक असू शकतो. अगदी त्याच ग्रेडसाठी, POM साठी बॅच-टू-बॅच बी-व्हॅल्यू 0.3-0.5 चा चढ-उतार असामान्य नाही.
2. वाळवण्याची प्रक्रिया नियंत्रणाबाहेर – नायलॉन, पीईटी आणि पीसी सारखे साहित्य आर्द्रतेसाठी संवेदनशील असतात. कमी कोरडे किंवा जास्त कोरडे केल्याने पिवळे होऊ शकतात. एका प्रकरणात, ऑपरेटरने कोरडे तापमान 80°C वरून 100°C पर्यंत वाढवले, ज्यामुळे बी-व्हॅल्यू 1.2 वरून 2.8 वर गेला आणि संपूर्ण बॅच स्क्रॅप झाला.
3. इंजेक्शन मोल्डिंग प्रक्रिया वाहून नेणे - मागील दाब, स्क्रूचा वेग, इंजेक्शनचा वेग, होल्डिंग प्रेशर, मोल्ड तापमान इ. मधील लहान बदल, वितळण्याचा प्रवाह आणि क्रिस्टलायझेशन वर्तन बदलू शकतात, ज्यामुळे रंगाचे स्वरूप प्रभावित होते. ग्लास-फायबर प्रबलित साहित्य विशेषतः संवेदनशील असतात.
4. मापन वातावरणातील फरक - भिन्न रंगमापक, प्रकाश स्रोत, मापन छिद्र किंवा ऑपरेटरद्वारे लागू केलेला दबाव देखील वाचनांवर परिणाम करू शकतो. ग्राहक आणि पुरवठादारांनी एका एकीकृत मापन मानकावर (उदा., D65 इल्युमिनंट, 10° निरीक्षक कोन) सहमत असणे आवश्यक आहे.
V. निष्कर्ष: रंग व्यवस्थापित केला जाऊ शकतो
अभियांत्रिकी प्लास्टिकमध्ये, रंग आता एक रहस्य नाही. L, a, आणि b या तीन संख्यांनी व्यक्तिनिष्ठ भावना "मला वाटते की रंग चुकीचा आहे" वस्तुनिष्ठ वस्तुस्थितीत "L मूल्य 0.6 ने सहनशीलता ओलांडते, b चे मूल्य 0.8 ने ओलांडते." रंगातील फरकाचे चार स्रोत समजून घेतल्याने समस्या येण्याआधी ते टाळण्यास मदत होते.